Mounted flap wheels
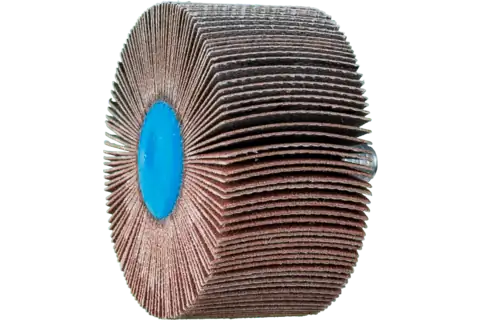
Quick Change Flap Wheel, 2" x 1, 240 Grit, 1/4-20 Thread, Aluminum oxide

Technical information
Quick Change Flap Wheel, 2" x 1, 240 Grit, 1/4-20 Thread, Aluminum oxide
- Item number
Global part number - 47801338
- Abrasive
- Aluminum oxide A
- Dia. external
- 2 Inch
- Dia. shank
- 0 Inch
- Dia. thread
- 1/4-20
- EDP no.
- 45374
- Grit size
- 240
- Length, shank
- 1-1/2 Inch
- Max. RPM
- 23000 RPM
- RPM, optimum
- 7000 RPM
- Width
- 1 Inch
- Packaging unit
- 10 pieces
Description
Advantages
Recommendations for use
Safety notes
- Workpiece materials
- Applications
- Compatible power tools
PFERD TOOLS VALUE
PFERD TOOLS ERGONOMICS
recommends mounted flap wheels to reduce vibration and noise produced during use and to improve comfort when working.
Downloads
